Newest Products
Color Mark Sensor Supplier
SCB Industries is a leading Color Mark Sensor supplier in Kolkata, West Bengal, Odisha, Bihar, Chhattisgarh, Assam, Gujarat, Pune, and Vapi, offering high-performance sensors that ensure precision, stability, and reliability in industrial automation systems. Our sensors are designed to detect even the smallest color differences, making them perfect for high-speed production lines.
Color Mask Sensor applies the light emitting and receiving principle. It will send out modulating light, receivethe reflecting lights from detected object, and distinguish the color or recognize the existence of objects according the intensify of the receiving signals. It can serve for sensor in the automatic control systems for packing machinery, printing machinery, texture and paper making machinery, etc and be used with other instruments to detect the existence of the object marked with color code, pattern code, line or others.
It has the functions of self-locating, recognizing colors, rectifying deviation, pattern checking and countering . The sensor applies optical technique, semi-conductor electronic technique, and modulation demodulation, and has the features of high sensitivity, quick response speed, strong anti-background interference, compact structure and convenient opera ion, etc.


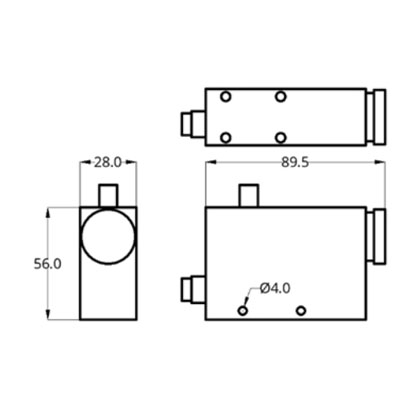
ST-BZJ211
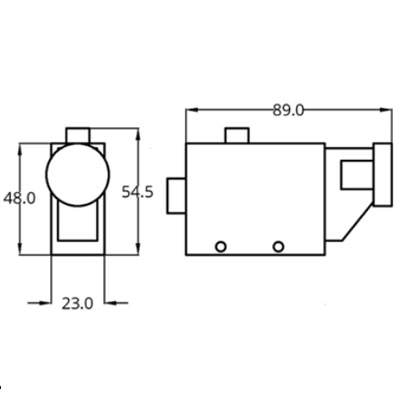
ST-KC22
Color Mark Sensor Product Description Table
| Color Mark Sensor | ST-BZJ211 | ST-KSC22 |
| Size(mm) | 85×57×28 | 89×63×22 |
| Supply Voltage | 10-30VDC | 10-30VDC |
| Ambient Temperature | 0-50 °C | Operation-15° -65° Save- 15° – 80° |
| Detecting Method | Coaxial Reflection | Coaxial Reflection |
| Sensing Distance | 10mm + 2mm | 10mm + 2mm |
| Chromatogram of Light | Red. Green. Blue. White | Red. Green. Blue. |
| Facula | Circular | Circular |
| Response Time | 50us | 0.1 ~ 1ms |
| Output Current | <200mA | <200mA |
| Output Type | NPN | NPN |
| Shell Material | Metal | Engineering Plastics |
| Cable Length | 2m | 2m |
Applications of Color Mark Sensors
Color mark sensors are versatile tools used in numerous applications, including:
- Packaging Industry: Ensuring correct color codes on packaging materials for quality assurance.
- Printing Industry: Verifying color consistency in printed materials and detecting color variations.
- Manufacturing: Sorting and identifying products based on color to streamline production processes.
- Quality Control: Detecting color marks for defect detection and product validation.
Benefits of Using Color Mark Sensors
- High Precision: Accurate color detection ensures consistent quality and reduces errors.
- Improved Efficiency: Streamlines sorting and quality control processes by automating color-based tasks.
- Versatility: Suitable for various industries with customizable options to fit specific needs.
- Durability: Built to withstand harsh industrial environments and provide long-term reliability.
Where Can You Use Color Mark Sensors?
Color Mark Sensors are widely used in industries that require precise detection of color patterns, contrasts, or registration marks. Some common applications include:
- Printing and Packaging Industry:Detecting print marks, color bands, and cutting marks on labels or films.
- Textile Industry:Identifying yarn color changes or fabric marks.
- Food & Beverage Industry:Detecting labels, bottle caps, or packaging seals.
- Pharmaceutical Industry:Verifying color-coded packaging or tablet markings.
- Plastic and Paper Industry:Registration control for printing and cutting operations.
- Automation Systems:Sorting objects based on color differentiation.
Key Benefits of SCB Industries’ Color Mark Sensors
- High color sensitivity– detects subtle color or contrast differences with precision.
- Fast response time– suitable for high-speed packaging and printing lines.
- Stable operation– unaffected by ambient light and surface variations.
- Easy to calibrate– user-friendly setup for quick installation.
- Compact and durable design– ideal for tight machine spaces.
- Multiple light source options– available in RGB, white, or laser light models.
- Reliable detection– performs consistently on reflective, transparent, or glossy surfaces.
Technical Details
| Parameter | Specification |
| Sensing Mode | Diffuse Reflective / Contrast Detection |
| Light Source | RGB LED / White LED |
| Response Time | ≤ 0.5 ms |
| Sensing Distance | 5 mm to 50 mm (adjustable) |
| Operating Voltage | 10V to 30V DC |
| Output Type | PNP / NPN, NO / NC |
| Protection Structure | IP65 / IP67 |
| Housing Material | Plastic / Metal |
| Connection Type | Cable or Connector Type |
| Operating Temperature | -10°C to +60°C
|
Why Choose SCB Industries?
At SCB Industries, we specialize in supplying Color Mark Sensors that meet global industrial automation standards. Our products are sourced from trusted manufacturers known for delivering high-precision sensing technology and long-lasting performance. With our strong supply network covering Kolkata, West Bengal, Odisha, Bihar, Chhattisgarh, Assam, Gujarat, Pune, and Vapi, we ensure prompt delivery, competitive pricing, and comprehensive customer support.
Whether you need color mark sensors for packaging machines, printing equipment, or labeling systems, SCB Industries provides the perfect sensor solution to enhance accuracy and efficiency in your production line.
Guaranteed Satisfaction: Your Reliable Partner for Color Mark Sensors
SCB Industries stands as one of the most trusted Color Mark Sensor suppliers in India, providing top-quality products for various automation applications. Our goal is to help industries achieve higher accuracy, reduce production errors, and improve process efficiency through reliable color detection technology.


